谘詢(xún)熱(rè)線:
18986275746
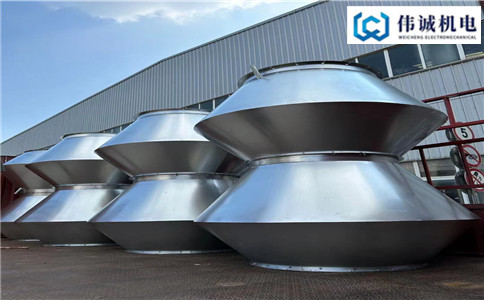
風管加工(gōng)生產廠家
多年風(fēng)管加工生產

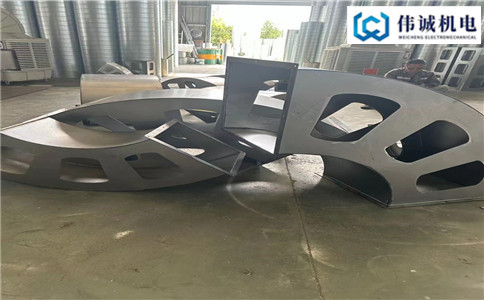
武漢不鏽鋼焊接風管加工廠焊接工藝大賞:
1)碳鋼板風管宜采用直(zhí)流焊機(jī)焊接。如果采用交流電焊機(jī)焊接時,則(zé)須加振動器,以減少激磁並使電弧穩(wěn)定。因為焊接鋼板(bǎn)時,電弧不穩定(dìng),可導致(zhì)焊縫質量惡化。
2)施焊前要清除焊接端口處的(de)汙物、油跡、鏽蝕;采用點焊或連續焊縫時,還需清除氧化物。對口應保持最少的縫隙,手工點焊(hàn)定位處(chù)的焊瘤應及時清除。焊後及時清除焊縫及(jí)其附近區域(yù)的電極熔渣及殘留的焊絲。
(2)不鏽鋼風管焊接規定如下(xià)
1)焊接(jiē)前,應將焊縫區域的油脂、汙物清(qīng)除幹淨,以防止焊縫出現氣孔、砂眼。清(qīng)洗可用(yòng)汽油、丙酮等進行。用電弧焊焊接不鏽鋼板時,一般應(yīng)在焊縫的兩(liǎng)側表麵塗上白灰粉,以免焊渣飛濺物黏(nián)附在板(bǎn)材的表麵上。
2)焊接後、應(yīng)注意清除焊縫處的熔渣,並用銅絲刷子刷(shuā)出金屬光(guāng)澤,再用10%硝酸溶液酸洗,隨後用熱(rè)水清洗。
(3)專業焊接風(fēng)管焊接(jiē)時(shí)規定如下:
1)鋁板風管在焊接前,焊口必須脫脂及清除(chú)氧化膜(mó)。可以使用不鏽鋼絲刷清除後在2~3h內必須進行焊接。清除後還須進行脫脂處理。脫脂使用航空汽油、工業酒精、四氯化碳等清洗劑和木屑進(jìn)行清洗。
2)在對口的過程中,要使(shǐ)焊口達到最(zuì)小間(jiān)隙,以避(bì)免焊接時產生透燒現象
4.焊縫的質量要求
1)焊(hàn)縫表麵不應有裂(liè)紋、燒穿、漏焊等缺陷;
(2)縱向焊縫必須錯開;
(3)焊縫應平整,焊接時應輪流對稱點焊以防止變形、焊縫寬度應均勻,焊後焊縫應進行清理,去除焊渣。

武漢不鏽鋼(gāng)焊接(jiē)風管加工廠不(bú)鏽(xiù)鋼焊(hàn)接風管加固的要求?
不鏽鋼焊接風管是現如今在通(tōng)風和輕質材料運輸方麵上相當常見的設備,現在哪(nǎ)怕是它的(de)加固也是有規定及要求的,下麵就來簡(jiǎn)單講一下不鏽鋼焊接風管加固的(de)要求?
1、選用管內支撐的(de)話,那麽其各個支撐點中間,以及與風管邊沿或法蘭間距,都應該是均勻的,數值上不(bú)應大於950mm。
2、選用楞筋或楞線加固的話,那麼其排列應(yīng)該是規則的,其間隔應該是均勻的。而且,對於板麵,不應有顯明的變(biàn)形等問(wèn)題。
3、對焊接風管進行加固的話,那(nà)麼應選用楞筋、立筋、角鋼、扁鋼、加固筋及管內(nèi)支撐等這些,可以根據實際情況和需求,來選(xuǎn)擇適合的一種。
4、選用角鋼或是加固筋的(de)話,那麽也應當排列整齊,而且均勻對稱才行。其高度應不大於法蘭寬度。

武漢不(bú)鏽鋼焊接風管加工廠簡單講一下不鏽鋼焊接(jiē)風管加固的要求?
1、選用管內支撐的話,那麽其各個支撐點中間,以及與風管邊沿或法蘭間距,都應該是均勻的,數值上不(bú)應大於950mm。
2、選用楞筋或楞線加固的話,那麼其排列應該是規則的,其間隔應該是均勻的。而(ér)且,對於板麵,不應有顯明的變形等問題。
3、對焊接風管進行加固的話,那麼應選用楞筋、立筋、角鋼、扁鋼、加固筋及管內支撐等這些,可(kě)以根據實際(jì)情況和需求,來選擇適合的一種。
4、選用角(jiǎo)鋼或是加(jiā)固筋的話,那麽也應當排列整齊,而且均勻對稱才行。其高度應不大於法蘭寬度。

湖北(běi)茄子视频污app風管加工廠是一家集設計,生產,銷售,安裝為一體的風(fēng)管廠家,公司位於湖北省武漢(hàn)市蔡甸區西牛一街26號易代儲(chǔ)武漢二院內7庫。主要產品包括矩形風管,螺旋風管,不鏽(xiù)鋼風管,焊接風(fēng)管,角鐵風管、旋風管、吸塵罩、油煙罩、消音器、靜(jìng)壓箱、彎頭、三通、大小頭、風量調節閥、防火閥、排煙(yān)閥、鋁合金風口、ABS風口、自錘式百葉風口等(děng)通風管道及(jí)配件、同時承接全國各地通風工程。公司秉承“以質(zhì)量求生存(cún),以信譽求發展”的管理理念,始終堅(jiān)持“持續改進,精益求精”的質量方針,實行內行抓管理,外拓(tuò)市場的操作模式,除為客(kè)戶提供(gòng)高品質產品、我們更注重至誠至(zhì)善、全心全意為的服務,根據客戶需求、提(tí)供完善的通風換氣谘詢,分析用戶需求情(qíng)況,設計(jì)適合(hé)用戶產品的生產、加工。
以上就是有關武漢不鏽鋼焊接風管加工(gōng)廠講解的有關不鏽鋼焊接風管的講解,如果有想要谘詢或是了解不(bú)鏽鋼焊接風管的朋友,可在線留言或是谘詢,湖北茄子视频污app不鏽鋼焊接風管加工廠竭誠為您服務!

 服務熱線
服務熱線