谘詢熱線:
18986275746
風管加工生產廠家
多年風管加工生產

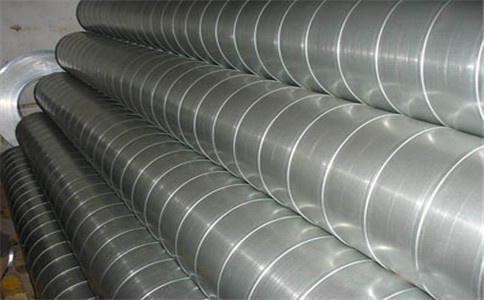
湖北螺旋風管加工廠談焊接螺旋風管要留意的問題
螺旋風管環保通風除塵工程中發揮重要的用途,在螺旋風管厚度上,咱(zán)們要堅持直徑不得小於320mm關於矩形的風管體係邊長要在至少0。5mm的厚度,風管加工在(zài)通(tōng)風管道設備中,風(fēng)管板材的拚接的咬口縫隙應錯開不得有十字型拚接縫這樣(yàng)的準則。在中低壓體係風管中法蘭的螺(luó)栓及鉚釘孔的孔距應不得大於150mm,緊密的空間確保施工的質(zhì)量。同時焊接螺(luó)旋風管需要留意些什麽了?湖北茄子视频污app風管加工廠帶大家來了解一下:
1、焊接前準備充分
(1)根據板厚方法,采(cǎi)用機械加工製造生產製(zhì)造、低溫等離子體(tǐ)孤光纖激光切(qiē)割或碳弧氣刨等方(fāng)法切料生(shēng)產製造坡口,為了更好地更(gèng)好地避免迸濺金屬複合材料危害,在運用碳弧氣刨和開坡(pō)口和手工製做電孤焊接時,應在坡口兩側塗上石灰粉。
(2)坡口方法宜采用V形坡口,要采用較小(xiǎo)的焊接電總(zǒng)流量(liàng),那般可以防止螺旋風管硬件配置不鏽鋼板材導致晶間腐蝕。
(3)為了更好地更好地做(zuò)到聯接頭具有一樣的特(tè)點,應遵循“等成(chéng)分”規範來選擇焊接螺旋風管機器設備原料,此外要注意聯接頭裏的(de)合金成(chéng)分不(bú)能太多,那般是為了更好地更好地(dì)提升聯接頭耐高溫裂縫和晶間腐蝕專業能力。
(4)應采用苛(kē)刻的精確精準定位焊,遵循“短而厚”、“焊接不焊透”的規範。
2、焊接標準規範
(1)手工電弧焊時悍機應采用直(zhí)流電源接錯,氬弧焊機時要采用直流電源正接。
(2)在焊(hàn)接前,應將焊絲用(yòng)不鏽鋼線清除表層的(de)氧化皮,而且用二甲苯懷化螺旋風管廠家清除,接著進行烘幹處理解決(jué),隨取隨時隨地應用。
(3)為了更(gèng)好地更好地防止耐高溫螺旋(xuán)風管珠光體開展進行(háng)析出敏化及晶間腐蝕,應(yīng)嚴格(gé)控製固層溫度和焊後致冷速(sù)度,因而要求焊接時層間溫度控製在60℃以下。
(4)在焊接時盡量(liàng)運用氬弧焊機搖把專業性,該技術(shù)性特性很好的控製焊層表層色(sè)彩以及成形(xíng),焊接預期效果比(bǐ)較理想。
以上就是有(yǒu)關湖北螺旋風管加(jiā)工廠談講解的有關螺旋風管的講解,如果有(yǒu)想要谘詢或是了解風管的朋友,可在線留言或是谘詢(xún),湖北茄子视频污app風(fēng)管加工廠竭誠為(wéi)您服務!
相關標簽(qiān):

 服務(wù)熱(rè)線(xiàn)
服務(wù)熱(rè)線(xiàn)